ГОСТ Р 57590–2017 Аддитивные технологические процессы. Базовые принципы. Часть 3. Общие требования. Additive processes. Basic principles. Part 3. General requirements. УДК 774:002:006.354 ОКС 71.020 71.100.01 71.160. Редакция от 15.12.2023.
1 Область применения ГОСТ Р 57590-2017
Настоящий стандарт устанавливает основные термины и определения для обмена данными в аддитивном производстве. Настоящий стандарт определяет термины и определения для описания геометрии изделия или его частей в аддитивном производстве, описывает способы обмена данными, типы файлов и форматирование.
Настоящий стандарт:
- описывает подходящие форматы для обмена данными, которые используют в аддитивных технологических процессах;
- описывает существующие форматы разработки 3D–геометрии для аддитивного производства;
- описывает существующие форматы файлов, используемые в рамках современного аддитивного производства;
- обеспечивает понимание необходимых функций обмена данных для гармонизации с международными стандартами.
Настоящий стандарт предназначен для пользователей и производителей процессов производства аддитивных материалов и связанных с ними программных систем. Он применяется везде, где используются аддитивные процессы, в частности:
- в области использования продукции системы аддитивных технологий и оборудования, включая программное обеспечение;
- в области деятельности инженеров–программистов, работающих в CAD/CAE системах;
- в области деятельности разработчиков систем обратной разработки;
- контрольными органами, которые устанавливают соответствие конструкторских и фактических значений геометрии изделия.
[из 1 Область применения ГОСТ Р 57590–2017]
2 Нормативные ссылки ГОСТ Р 57590-2017
В настоящем стандарте использована нормативная ссылка на следующий стандарт:
[из 2 Нормативные ссылки ГОСТ Р 57590–2017]
3 Термины и определения ГОСТ Р 57590-2017
В настоящем стандарте применены термины по ГОСТ Р 57558 [из 3 Термины и определения ГОСТ Р 57590–2017]
4 Обмен данными ГОСТ Р 57590-2017
4.1 Поток данных ГОСТ Р 57590-2017
4.1.1 Общие положения ГОСТ Р 57590-2017
Полный набор 3D–данных части изделия составляет основу аддитивного производства. Чаще всего это создается путем прямого 3D моделирования в CAD системах. Наборы данных также могут быть получены с помощью измерений, если части деталей существуют в физической форме (см. рисунок 1).
Представление данных основано на гранях изделия, затем генерируется из объема или площади модели через полигонизацию или триангуляцию (см. 4.1.2.4) и передается в процессе производства в STL или VRML формате (см. 4.2.2 и 4.2.3). Программное обеспечение содействует автоматическому выполнению процесса, насколько это возможно [из 4.1.1 Общие положения ГОСТ Р 57590–2017]
4.1.2 Объяснение основных терминов, используемых на рисунке 1 ГОСТ Р 57590-2017
4.1.2.1 3D САПР моделирование (объемное моделирование) ГОСТ Р 57590-2017
3D моделирование САПР — процесс, наиболее часто используемый при проектировании для составления цифровой 3D–модели. Отправной точкой может быть образ изделия, который принимает форму и становится все более определенным непосредственно на экране компьютера, или ранее созданный образ объекта в виде эскизов, рисунков и т.д., которые потом просто конвертируются в 3D–данные. Объем изделия может быть описан с помощью двух различных методов или комбинации обоих. Объект состоит либо из элементарных объемов (форм) (например, прямоугольного параллелепипеда, призмы, цилиндра, конуса, сферы и тороида), которые генерируют реальный объект с помощью последовательности логических операций, или объем, описывающий его окрестности граничных поверхностей и расположение материалов относительно граничных поверхностей [из 4.1.2.1 3D САПР моделирование (объемное моделирование) ГОСТ Р 57590–2017]
4.1.2.2 3D-оцифровка (обратный инжиниринг) ГОСТ Р 57590-2017
3D–оцифровка — это процесс, при котором геометрия поверхности физического объекта определяется с использованием соответствующего оборудования и программного обеспечения и записанных в цифровую модель точек. Объекты могут быть записаны вручную или использованы готовые модели, которые должны быть скопированы в цифровой форме. Использование 3D–оцифровки особенно эффективно, если модель имеет эмпирически разработанную, свободную поверхность, так как она является трудно воспроизводимой с помощью прямого моделирования в 3D САПР [из 4.1.2.2 3D–оцифровка (обратный инжиниринг) ГОСТ Р 57590–2017]
4.1.2.3 Реконструкция поверхности ГОСТ Р 57590-2017
Реконструкция поверхности является средством обработки данных, полученных с помощью 3D–оцифровки. Начиная с массивов точек, создаются математически описанные кривые и поверхности. Генерируется поверхность объекта с достаточной топологической информацией. Эти данные затем могут храниться отдельно или быть интегрированными в существующую объемную модель САПР. Реинжиниринг создает мост между 3D–оцифровкой и моделированием САПР [из 4.1.2.3 Реконструкция поверхности ГОСТ Р 57590–2017]
4.1.2.4 Полигонизация/триангуляция ГОСТ Р 57590-2017
Это программное обеспечение аддитивного процесса используется для создания объемной модели на основе фасеточных данных либо из массива точек после 3D–оцифровки или использования объемной модели после 3D–моделирования САПР. Поверхность объекта представляет собой множество крошечных, плоских граней или полигонов, которые протянуты между точками. Число и размер граней определяют, насколько точно воспроизводится геометрия поверхности. Этот процесс создает набор данных в формате STL [из 4.1.2.4 Полигонизация/триангуляция ГОСТ Р 57590–2017]
4.1.2.5 Процесс нарезки ГОСТ Р 57590-2017
Процесс нарезки является важным этапом предварительной подготовки во всех аддитивных производственных процессах. Он включает в себя нарезку фасетов (объем) модели в несколько последовательных слоев и записи информации, содержащейся в каждом слое. Если нарезанные данные контура больше не соединяются друг с другом в оси Z, то последующее масштабирование больше невозможно. При использовании некоторых технологий этот процесс выполняется автоматически с помощью программного обеспечения, как только необходимые параметры (например, толщина слоя) будут установлены. Другие системы требуют отдельного программного обеспечения для подготовки и хранения этих данных слоя [из 4.1.2.5 Процесс нарезки ГОСТ Р 57590–2017]
4.2 Форматы данных ГОСТ Р 57590-2017
4.2.1 Общие положения ГОСТ Р 57590-2017
Наиболее распространенные форматы данных описываются в 4.2.2–4.2.7.
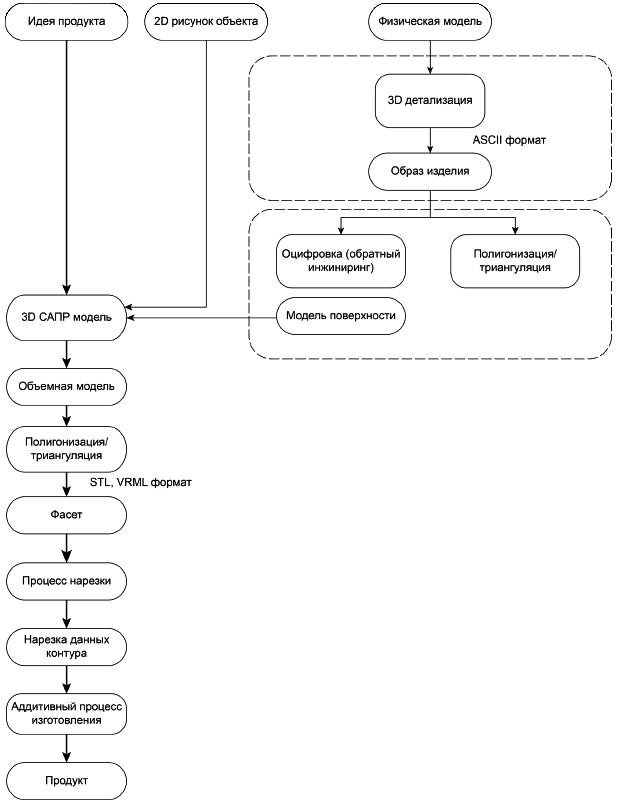
Рисунок 1 — Общий обзор традиционного потока данных от идеи продукта до фактической части (терминология)
Формат STL является стандартным форматом для передачи данных. Некоторые системы могут читать и обрабатывать данные в формате vrml.
Если в STL формат не могут быть экспортированы форматы данных из–за отсутствия модуля интерфейса (не входит в стандартную поставку программы САПР), то данные могут передаваться в другие САПР программы через интерфейс форматы (например, в формате IGES или vda), который затем включает STL выход.
Примечание — Проблемы преобразования могут возникнуть при передаче данных через системно–нейтральные интерфейсы, поскольку возможности интерфейсов (несмотря на установленные стандарты) существенно различаются и программы работают с разной степенью точности.
[из 4.2.1 Общие положения ГОСТ Р 57590–2017]
4.2.2 STL ГОСТ Р 57590-2017
Файл формата STL (тесселяции поверхности языка или стереолитография) зарекомендовал себя как отраслевой стандартный формат для передачи данных в аддитивных технологиях. Это системно–нейтральный формат обмена данными по геометрическим координатам. Граничные поверхности объемной модели описываются треугольниками (плоские грани) и их нормальными векторами. Наборы STL–файлов могут быть сохранены с помощью ASCII или двоичных представлений, являющихся более удобно читаемым форматом, значительно сокращающим размер файла. Формат STL является непригодным для обмена данными между системами САПР [из 4.2.2 STL ГОСТ Р 57590–2017]
4.2.3 VRML (WRL) ГОСТ Р 57590-2017
Язык VRML (язык моделирования виртуальной реальности), независимый от платформы построения, поддерживает трехмерный формат изображения и различные сетевые возможности. VRML — это формат данных, который не ограничивается входной точкой или крайними сведениями в виде списков. Формат данных описывает 3D–объекты или сценарии в объектно–ориентированном способе на одном компьютерном языке (обычный текст ASCII или utf–8). Основными компонентами формата языка VRML являются типы узлов и каналы связи. Типы узлов строятся на основных геометрических формах, таких как прямоугольные параллелепипеды, цилиндры, конусы, сферы. Используются также камеры узлов (параллельная перспектива) и группы узлов для реализации иерархических структур, а также прототипы, чтобы расширить существующий ассортимент видов узлов. Совсем недавно формат VRML стал форматом XML, расширяемый 3D, Web3D [из 4.2.3 VRML (WRL) ГОСТ Р 57590–2017]
4.2.4 IGES ГОСТ Р 57590-2017
IGES представляет собой нейтральный формат данных и международный стандарт для обмена CAD–данными между различными САПР. IGES разрабатывался, главным образом, для передачи геометрических данных, относящихся к 2D–модели чертежа и 3D–модели поверхности. IGES использует объемные элементы (прямоугольных параллелепипедов, цилиндров, сфер и т.д.), около 40 дополнительных геометрических элементов (поверхности, кривые, дуги, точки, системы взаимодействия и др.) и более 35 негеометрических элементов (текст, размеры, допуски и т.д.) [из 4.2.4 IGES ГОСТ Р 57590–2017]
4.2.5 VDA-FS ГОСТ Р 57590-2017
VDA–FS (ассоциации Verband Der) является стандартным интерфейсом САПР организации «VDA» (Ассоциация немецких автопроизводителей). В первую очередь предназначен для обмена данными по кузовным работам. VDA–FS хорошо подходит для обмена данными произвольных поверхностей, которые были сформированы с помощью поверхностно–ориентированного 3D программного обеспечения. Точки, объемы точек и векторы также могут быть переданы в данном формате [из 4.2.5 VDA–FS ГОСТ Р 57590–2017]
4.2.6 STEP ГОСТ Р 57590-2017
STEP (стандарт обмена данными модели продукта) система нейтрального формата, интерфейс для описания и обмена данными модели продукта между различными CAD–системами. STEP может быть использован для передачи данных о продукте (например: цвета, текст или слой поддержки) помимо геометрических данных (как с DXF или IGES).
Модель данных САПР может быть интегрирована в геометрическое представление (каркасные модели, поверхностные модели объема и другие модели) [из 4.2.6 STEP ГОСТ Р 57590–2017]
4.2.7 AMF ГОСТ Р 57590-2017
Производственный формат–добавка AMF — это основанный на XML формат данных. Специально разработан для удовлетворения потребностей производства присадок. Как и с STL, существует мозаичное описание поверхности части (или частей), однако дополнительно данные, такие как материал, фактура, цвет, уже включены [из 4.2.7 AMF ГОСТ Р 57590–2017]
4.3 Подготовка данных ГОСТ Р 57590-2017
4.3.1 Важность качества данных ГОСТ Р 57590-2017
Безупречное воспроизведение геометрии в наборе данных STL является необходимым условием для обеспечения качественного, бесперебойного процесса изготовления деталей с помощью существующих технологий производства. Особое внимание должно быть уделено следующему:
- все поверхности модели должны быть идеально состыкованы (идеально герметичная, водонепроницаемая модель);
- все поверхности должны быть ориентированы таким образом, что объемы могут быть четко определены;
- при выполнении триангуляции поверхности конструкций (слоев, цилиндров, осей, элементов неявки и т.д.) должны быть выбраны;
- модели поверхности в идеале должны быть преобразованы в твердые формы перед выполнением полигонизации/триангуляции.
Генерации или поставки некачественных данных могут осложнить набор данных или их восстановление, которое в некоторых случаях может быть очень трудоемким и дорогостоящим. Поэтому требуется индивидуальное согласование чертежей с заказчиком [из 4.3.1 Важность качества данных ГОСТ Р 57590–2017]
4.3.2 Параметры экспорта STL ГОСТ Р 57590-2017
Настройка параметров экспорта при вводе данных STL и, следовательно, точность полигонизации/триангуляции определяет, насколько точно задано приближение по геометрии изделия. Слишком низкое разрешение влияет на точность и внешний вид готового прототипа. Однако очень высокое разрешение требует большой объем памяти (чрезмерного большого размера файла) и увеличивает время подготовки (см. таблицу 1).
Таблица 1 — Возможные ошибки форматирования в наборе данных STL и их влияние на процесс изготовления и части
Ошибка форматирования | Эффект процесса | Возможная проблема передачи данных | Возможная мера |
Слишком грубая триангуляция | Нет | Плохая аппроксимация реальной геометрии | Коррекция STL файла |
Слишком хорошая триангуляция | Длительная обработка данных. Ошибки в процессе из–за больших объемов данных | Дефекты, вызванные ошибками процесса | Коррекция STL файла |
Неравномерные и/или необрезные поверхности в CAD–модель | Ошибки процесса, обусловленные неопределенными частями | Геометрические дефекты, искажение | Восстановление данных как чистый срез «закрытых объемов» |
Неправильная ориентация поверхностей в CAD–модели | Ошибки процесса, обусловленные пустыми слоями или ограниченное определение частей | Геометрические дефекты, искажение. Расслаивание и утрата прочности в Z–направлении (ось) | Проверить нормальные векторы «закрытых объемов» |
Различные параметры экспорта данных могут быть установлены в зависимости от программы САПР:
- высота хорды, соотношение сторон и разрешение;
- значение геометрии поверхности, абсолютное выравнивание поверхности, абсолютное отклонение в фасетах, максимальное расстояние отклонения и т.д.;
- допуск значения геометрии треугольника, угловой допуск, контроль угла, поверхность, угол и т.д.
Для нескольких программ, которые не позволяют устанавливать индивидуальные параметры при экспорте данных, выходные параметры настраиваются параметрами отображения. В этом случае следует позаботиться о том, чтобы обеспечить адекватное значение и высокое разрешение дисплея в программе, достигаемое предварительной регулировкой.
Увеличение числа граней позволяет повысить качество изображения, но не может быть достигнуто без значительных денежных затрат. Как правило, можно впоследствии уменьшить число граней, не вызывая проблем с воспроизведением индивидуальных параметров [из 4.3.2 Параметры экспорта STL ГОСТ Р 57590–2017]
4.3.3 Особенности обработки данных ГОСТ Р 57590-2017
4.3.3.1 Припуски на механическую обработку ГОСТ Р 57590-2017
В зависимости от компонента и выбранного метода изготовления может потребоваться дополнительная обработка. В этом случае важно обеспечить надлежащее превышение размеров увеличением номинального размера в соответствующих областях при создании CAD–модели. Исполнитель/производитель должен дополнительно проанализировать зоны обработки [из 4.3.3.1 Припуски на механическую обработку ГОСТ Р 57590–2017]
4.3.3.2 Уменьшение объема (массовые сокращения) ГОСТ Р 57590-2017
Некоторые технологии аддитивного производства могут быть очень длительными и дорогими при изготовлении больших объемов. Однако очень часто можно уменьшить объем CAD–модели в тех областях, где, например, требуется обработка полостей с помощью инструментов. Это должно быть учтено на этапе проектирования. Уменьшения объема должны быть согласованы заранее при выполнении заказа производства [из 4.3.3.2 Уменьшение объема (массовые сокращения) ГОСТ Р 57590–2017]
4.3.3.3 Время позиционирования ГОСТ Р 57590-2017
В зависимости от процесса позиционирование происходит в трех координатах построения и варьируется для получения различных характеристик. Это необходимо учитывать при выравнивании геометрии в построении пространства. Кроме того, время производства часто зависит от позиционирования.
Некоторые производственные процессы требуют использования дополнительных опор для поддержки геометрии, нависающей «снизу». Они устанавливаются до производства и, как правило, удаляются вручную после завершения процесса производства.
Системный пользователь оказывает пользовательскую поддержку либо создает опции в системе программного обеспечения или отдельные инструменты для построения оптимального процесса построения.
Не всегда возможно избежать повреждения полностью законченной поверхности, когда имеется поддержка. Для таких случаев следует отметить те места, где необходимо, чтобы поддержка не была прикреплена [из 4.3.3.3 Время позиционирования ГОСТ Р 57590–2017]
